


El cañón de un arma de fuego
Por Eduardo Julio Rodi (*)
Hace un tiempo, compartiendo una excelente ronda de mates con Alberto Rossi, el titular de la revista MAGNUM, en su cálido departamento de la Ciudad Autónoma de Buenos Aires, me transmitía su apreciación respecto de la llamativa cantidad de personas, conocedoras en el tema de las armas, que se concentra en la provincia de Santa Fe y particularmente en la zona de Rosario.
Por esos días, Alberto estaba trabajando en la edición de un nuevo número de MAGNUM, y en él se publicaban notas del Dr. Elido Cividini, del Comisario Inspector (R) Ricardo Zanni y del Dr. Prunotto Laborde. A ellos, sin dudas, habría que sumarle una gran cantidad de profesionales y aficionados a los sistemas armas-cartuchos que residen a la vera del curso inferior del Río Paraná, y que no tienen el reconocimiento público de los lectores, por no encausarse en la costumbre de plasmar algunos conceptos en artículos, como sí lo han hecho las personas mencionados anteriormente.
Trazando un parangón y salvando las distancias, se me ocurría definirlo como una nueva edición de lo que, en la década de 1980, se llamo la Trova Rosarina, pero en este caso de las armas.
Tiempo después y comentando del tema con Ricardo -el Inspector ya mencionado- a él, se le ocurrió relacionarlo con el hecho de que en la zona aludida de nuestro país, se habían instalado y funcionaron durante décadas, dos de las fábricas militares más importantes de Argentina. Cada uno de nosotros, de manera directa o por pertenecer a instituciones relacionadas, ha tenido alguna vinculación con los dos establecimientos del estado nacional. La de armas portátiles Domingo Matheu, hoy lamentablemente desaparecida -Menem lo hizo- y la de municiones, ubicada en la ciudad de Fray Luís Beltrán, a escasos 21 kilómetros de Rosario.
Sea cual fuere la razón, lo indudable es que la percepción de Alberto Rossi es correcta. Y nosotros lo comprobamos día a día desarrollando nuestra tarea de docentes en el Centro de Estudios Balísticos -CEsBa Rosario-, el cual tiene el orgullo y satisfacción de haberlos contado, a la mayoría de ellos, como alumnos, otros como docentes y también en el doble rol de alumnos y docentes.

Otra de las personas que engalana nuestra lista de egresados es Adrián De Rosa, alias Tomate, hoy lamentablemente desaparecido. Adrián, que me distinguió en vida con su amistad desde hace ya tantos años que no recuerdo, realizó nuestro curso Perito en Armamento en el 2005, la segunda edición que se desarrollara dentro de las instalaciones de la Fábrica Militar que lleva el nombre del fraile que armara al ejército libertario de Sudamérica.
Para los tiradores deportivos federados y para los conocedores del ambiente del tiro en general, Adrián no ha pasado desapercibido en los últimos veinte años. Director de Tiro del Tiro Federal de Rosario, durante un largo período, e Instructor de Tiro ITA RENAR de reconocida capacidad como docente, además, ha tenido como característica brindar sus experiencias de manera desinteresada a quien este dispuesto a aprovecharlos. Quizás no sea reconocido por algunos de los lectores de esta revista, sencillamente porque no ha tenido la oportunidad de publicar, en papel, los conocimientos adquiridos durante su vida.
Donde sí se ha explayado es en el ciberespacio, donde foros de intercambio como el de Full Aventura, el del Tirador, Armas.es y en particular en el de Tiro Defensivo de Perú, lo han contado entre sus más distinguidos animadores y protagonistas. Sólo es necesario recorrerlos para comprobarlo. En el último mencionado, y en particular en el subforo Aula Virtual, Adrián se ha ocupado de volcar muchos de sus aprendizajes respecto del tiro y otros temas relacionados. Algunos de ellos adquiridos en nuestro curso ya citado.
Justamente una de esas participaciones me dio pie para comenzar este artículo que contiene mucha de esa información, compartida por Adrián en el aula virtual del foro y citando, como hombre de bien que es, los orígenes de la misma. Veamos.

Mirá también: Armas de Argentina – La historia de Establecimientos Venturini
Como se fabrica el tubo cañón de un arma
Todos reconocemos en el tubo cañón de nuestra arma, a uno de sus componentes vitales. Hay diversos métodos de fabricación que tienen origen en los primeros momentos de su existencia como herramienta de defensa. Describiré algunos de ellos enfocándolo, luego, en aquel que resulta ser el más moderno y utilizado en la actualidad realizando, inicialmente, una pequeñísima reseña histórica.
Los cañones modernos de las armas de fuego, tal como los conocemos hoy, tienen sus orígenes en la aparición de las ánimas rayadas (estriados) a finales del 1300 principios del 1400.
No tuvieron estado militar durante casi 400 años ya que, teniendo en cuenta que se encontraba vigente el período de la avancarga, resultaba muy lento el proceso de cargar el sistema y prepararlo para un nuevo disparo (había que introducir la bala por la boca y pegarle con un mazo hasta posicionarla sobre la pólvora propulsora en la zona de la cámara de combustión). No en pocas oportunidades, y debido a los residuos propios del disparo, la bala terminaba atascada en su recorrido antes de llegar a su posición. Resultado: un arma inutilizada en el combate.
Agravado, además, por el hecho de que rayar un cañón era un procedimiento largo y costoso que lo debilitaba, por lo que solamente se podían estriar cañones muy robustos y con importantes espesores de pared.
Estas cuestiones impidieron que se utilizaran masivamente, restringiendo su empleo al tiro al blanco o la caza de animales grandes. En el ámbito militar su utilización se limitaba a pequeños destacamentos de tiradores de elite especialmente entrenados y equipados. El soldado común y corriente no era capaz de la aplicación adecuada de las armas estriadas. Hasta la aparición de la bala Minie (1850) este inconveniente perduró y desde allí fueron evolucionando y perfeccionándose hasta nuestros días.
Los primeros cañones fueron de ánima lisa. Formados por un tubo de acero con un diámetro interior igual al calibre del arma y no mucho más.

Son cápsulas iniciadoras, no fulminantes. Nota de Eduardo Rodi para Revista Aire Libre
Una variante en este tipo de cañones primigenios, muy difundido en los de escopeta y común en nuestro país, incluso encontrándose algunos ejemplares en la actualidad, consistía en enrollar un alambre alrededor de un eje del diámetro del calibre deseado. Se calentaba el conjunto de manera tal que tomara temperatura el alambre, disminuyendo su dureza y luego, golpeando el enrollado, se remachaba o forjaba en caliente, espira contra espira, hasta volverlo una sola pieza (soldadura por forjado).
Este método a fuerza de golpes y temperatura dio origen a cañones económicos, bastante resistentes para las pólvoras negras, pero absolutamente obsoletos con las presiones que generan los propelentes modernos. De ahí la advertencia de no utilizar cartuchos modernos en “cañones de alambre” (como se los conoce) ya que se corre el riesgo de sufrir graves accidentes.
Con la aparición del rayado en los cañones, fue necesario idear nuevos métodos de fabricación y conformación. Veamos la forma interior de un cañón moderno:
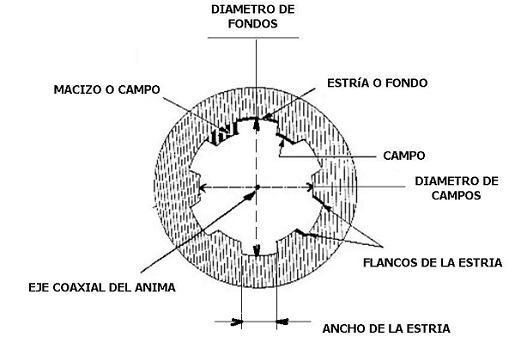
Lo que encontramos denominado como campo, era el diámetro original de un cañón liso. Al realizarle las estriados (rifling), el diámetro medido entre fondos de estriado y entre campos se pone de manifiesto por primera vez. Esta diferencia entre campos y fondos, dio lugar a muchos malos entendidos y a un desacuerdo que aún se mantiene en cuanto a que es lo que define al calibre de un arma. Controversia que ha generado la imposibilidad de un criterio único en la estandarización de la nomenclatura vigente. Antiguamente, técnicamente se consideraba que la medición correcta era entre campos, luego, los americanos del norte, impusieron la medida entre fondos. Hoy continúa la discusión agravada con la reaparición, desde hace ya algunos años, de los tubos poligonales.
Para la fabricación de cañones se utilizan aceros del tipo 4140 (aleación de cromo molibdeno) y 6150 (aleación de cromo-vanadio). Los métodos de fabricación más conocidos son cuatro, a saber:
Por Arranque de Viruta
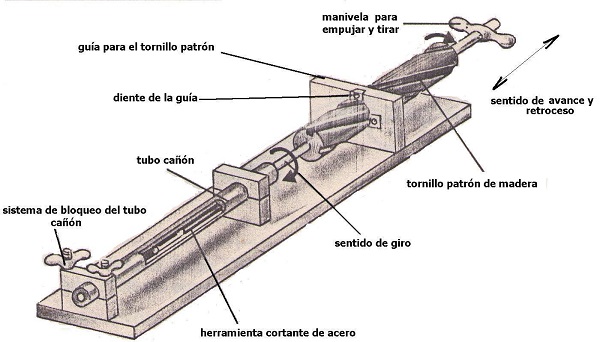
En este sistema diferenciamos dos maneras de realización. En primer lugar con una herramienta de un solo corte. En el siguiente esquema, se dibuja un dispositivo que se utilizaba en los orígenes de la producción de tubos estriados, el cual consistía en un largo eje de acero, denominado “florete”, que en un extremo tenía una uña cortante o herramienta de un filo que se desplazaba en forma de espiral dentro del tubo, y en el otro, un tornillo patrón que en su superficie tenía tallado el paso que se pretendía lograr.
El desplazamiento se producía hacia delante y hacia atrás, guiado por una tuerca de madera exterior al cañón. Una vez cavada la primera estría, con varias y reiteradas pasadas, se le daba un giro a la tuerca utilizando un divisor y se comenzaba a mecanizar la segunda estría y así de manera sucesiva.
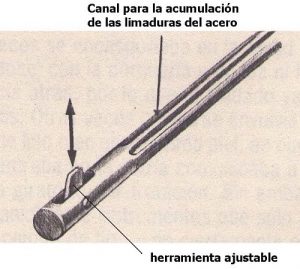
La herramienta que podemos observar en el siguiente esquema contaba con la posibilidad de regulación mediante un tornillo o cambiándola por otra de dimensión progresiva. De esta manera se lograba la profundidad deseada. Contaba además de canales para la acumulación de virutas que se extraían una vez completado el ciclo.
El tipo y número de estrías no se encontraba normalizado y dependía del conocimiento personal del armero de turno. Se acostumbraba el empleo de diferentes diseños. Convivían tubos con dos y hasta con veinte surcos, con una profundidad muy variable, del orden de los dos milímetros. Llegando hasta las denominada microestrías o “de sombrero” las que cumplían una pobre función ya que, luego de dos o tres disparos, se cubrían con los residuos de la combustión -que eran importantes con la pólvora negra y los materiales de la época- quedando totalmente desvirtuada su función original.
En la imagen siguiente un esquema obtenido de la enciclopedia Diderot y D´Alambert (L’Encyclopédie ou Dictionnaire raisonné des sciences, des arts et des métiers) editada entre los años 1851 y 1772, de una máquina para estriar los cañones de fusiles.
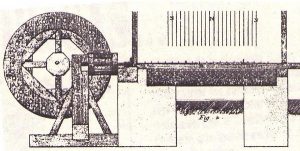
La rueda de la izquierda, es una regla que permite obtener el espiral que se desee ya que, rotándola a una determinada posición, comunica el movimiento giratorio al orificio portaherramientas que avanza horadando, en el interior del cañón, una estría por paso.
A partir de la concepción de esta máquina, se logró la reproducción de estriados constantes entre los distintos tubos-cañones elaborados, cuestión imposible de materializar con el sistema anterior. Aquí ya no era necesaria la aplicación directa de la fuerza del brazo del operador, ya que la máquina contaba con una manivela que permitía el movimiento de ida y vuelta necesario para el desarrollo de la tarea. Contaba, además, con un ingenioso y simple sistema el cual, mediante un perno roscado y atornillado al portaherramientas, obligaba a la misma a levantarse levemente logrando un estriado progresivo con mayor profundidad en la zona de la cámara de combustión respecto del de la boca del tubo.
Seguimos avanzando en el desarrollo histórico, y empleando un sistema con los mismos principios básicos pero mejorando las herramientas en cuanto a duración y precisión.
Continúa el empleo de una sola herramienta de corte que va tallando en el tubo estría por estría, se somete al tubo a tracción y en un plato divisor que da el giro correcto para distribuir las rayas según el diseño del fabricante, se obtienen cañones muy precisos pero de altísimos costos.
Aparece una herramienta de corte individual y ajustable en profundidad, para hacer varias pasadas por cada estría. En la siguiente figura, se puede observar la configuración de la misma y los componentes que le permiten la regulación, de acuerdo a las necesidades.
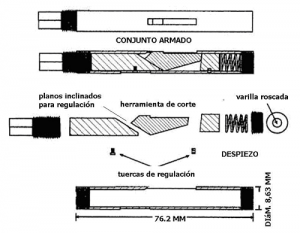
El brochado método definido también como de arranque de viruta, pero con una herramienta que tiene todos los filos necesarios para tallar las estrías del cañón de manera simultánea; todas en el mismo paso de mecanizado.
Este método genera muchas tensiones y los tubos no son de la mejor calidad. La herramienta, en este caso, permite hacer el tallado del cañón en una sola pasada. Cada una de las multiherramientas es de un diámetro ligeramente superior.
 |
 |
Por Forja en frío (swaging o estampado)
Con las grandes herramientas y la posibilidad de alcanzar magnitudes de fuerza, tracción-compresión nunca antes soñadas aparecen, a mediados del siglo pasado, los métodos de forjado en frío.
El Button Rifling o botón de rayado, consiste en un botón de forma cónica que es empujado o traccionado por el interior del tubo previamente perforado con un diámetro menor al definitivo. Este método fue introducido por la firma Remington y es una manera económica de hacer los cañones.
El botón para un cañón microestriado para un calibre 9 mm, es como el que sigue:
 |
 |
El martelado en frío, es el método al que vamos a prestarle mayor atención ya que junto al button Rifling, son los más económicos y utilizados hoy en día.
Consiste en la utilización del denominado “peregrino”, que resulta ser una herramienta de carburo de tungsteno (comúnmente llamado widia, material utilizado desde 1926 por las acerías Krupp) en cuya superficie tiene tallada la estría que se pretende realizar. Ella está en “negativo”, o sea que lo que es campo en el peregrino, será estriado en el cañón y viceversa, lo que es estriado en el peregrino será campo en el cañón.
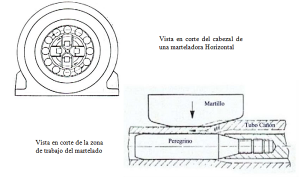
Se lo coloca en el interior de una barra de acero perforado y pulido (cuanto más pulido mejor) y luego, el conjunto así formado, se lo posiciona en una marteladora (martilladora) con 4 herramientas o martillos que golpearán el tubo (con una tensión del orden de las 800 ton. x cm2) forzándolo y comprimiéndolo contra el peregrino. De esta manera, el material va conformándose bajo las condiciones deseadas, mientras el tubo rota para que los martillos golpeen toda su superficie externa.
El peregrino en algunos casos puede tener incluida la recamara, con lo cual se lograría un cañón de pistola o fusil terminado en lo que a geometría se refiere.
En estas imágenes se puede apreciar el esquema de la marteladora (sobre la izquierda) y del peregrino ya posicionado en el centro tubo durante el trabajo. Se observa sobre la derecha, como los martillos fuerzan el material sobre este, comprimiendo las moléculas del acero y achicando a la vez el diámetro externo del tubo.
Veamos los elementos que forman parte del proceso. En la imagen se pueden observar los martillos que serán los responsables directos de trasmitir los golpes al material, el peregrino. Un tubo cañón a medio proceso, donde se evidencia el mayor diámetro del tubo en bruto en relación al martelado.

El producto terminado seccionado para una mejor vista del proceso interno.

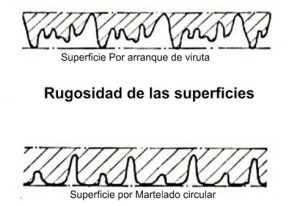
Muchos son los elementos que influyen en lograr precisión en las dimensiones del tubo cañón, pero uno fundamental es el pulido de su interior.
Las superficies que rozan con el proyectil, deben tener una elevada calidad por la sencilla razón de que cuanto mas áspera sea esta superficie, mayor será el calor generado por el paso de los proyectiles. Con ello, mayores deformaciones por dilatación sufrirán entre disparo y disparo, conspirando de esta manera con la precisión. Además no debemos perder de vista que una superficie mas rugosa implica mayor incidencia en cuanto a residuos y posterior limpieza.
Superficies según método de fabricación.
Vemos en la imagen una comparación esquemática entre dos de los métodos descriptos.
Por último, una secuencia de las etapas que se cumplen durante el proceso de martelado. En cada caso se indican las operaciones fundamentales llevadas a cabo para lograr una calidad acorde a lo requerido.




Lo que acabamos de ver son procesos industriales muy complejos, y lo que hemos hecho es dar simplemente un vistazo sobre algunos de ellos. El tema en si mismo da para mucho, muchísimo más.
Espero que todos aquellos que desconocían estos métodos de elaboración se hayan visto satisfechos, evacuado los interrogantes y encontrado interesante el relato.
Agradeciendo nuevamente la inspiración y colaboración de Adrián De Rosa, y en su homenaje y recuerdo, me despido hasta el próximo encuentro con Aire Libre.
(*) Experto en armamento UTN / Coordinador Académico del Centro de Estudios Balísticos Rosario / IGT 01040

Impactos: 25085










Mario A. Boglione
Muy buen artículo, me emocionó el recuerdo de Adrián, una GRAN PERSONA, en todo sentido…
Lo conocí de muy joven y, de hecho, mi suegro le vendió su primer arma, algo que él siempre recordaba…
Una gran pérdida para la actividad y para sus amigos.
Gracias por recordarlo así.
Arnaldo David Gonzalez
Muy buena nota..generalmente aquellos que alguna vez cazabamos..desde chicos y ahora ya no estamos en edad de hacerlo..sobre todo por sistema mismo..no conocíamos ..como estaban hechos los caños..gcias..abrazos.
Matias Aranda
Esta pregunta seguro sea una boludez, pero se vale la pena soñár ¿No?
Si querés diseñar y fabricár un fusíl de caracter militar, de cuanta guita estamos hablando para empezár un proyecto?
Osvaldo L Palau
Buenas noches,muy buena información,seria factible obtener algún vídeo mostrando distintos tipos de procesos de estriado?” Gracias “
Víctor José Sarnaglia
Eduardo Rodi: una gran persona, siempre haciendo aportes al conocimiento de los demás, cosa que el Estado Nacional no supo valorar.
Espero que algún día se reconocido como lo que es un generoso Experto.
La cita a Elido Cividini y el Crio. Insp. Zanni, sumamente acertadas.
Rosario cuenta con personas de gran valía en el conocimiento de armas como el Crio, Mayor Egidio LoGiudice. Es una pena que no se difundan más éstos conocimientos que poco a poco se van perdiendo, la gente tira, usa armas pero pocas veces se sumerge en los ¨porqué¨ de todo eso.
Eduardo Julio Rodi
Muchas Gracias Víctor, por tu generosidad en los elogios hacia mi persona. Sin duda que los mencionados en la nota y otros que, seguramente, he olvidado como el “pelado” Lo Giudice o el “gordo” Rossi, dos de los Comisarios de Nuestra Policía más preparados técnicamente en los sistemas armas y su munición, integran la “Trova Rosarina” de las armas. Gran Abrazo.